شرکت Yuhong Holding Group Co. LTD

 |
| محل منبع: | چین |
| نام تجاری: | YUHONG |
| گواهی: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
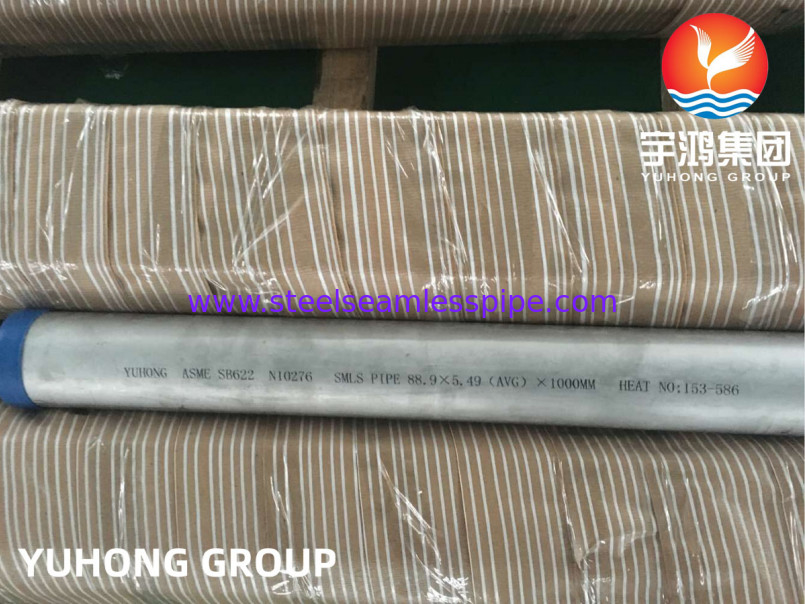
| شماره مدل: | ASME SB622 UNS N10276 (C-276 / DIN2.4819) |
| مقدار حداقل تعداد سفارش: | 100 کیلوگرم |
|---|---|
| قیمت: | NEGOTIABLE |
| جزئیات بسته بندی: | قاب چوبی تخته چندلا / قاب آهنی / بسته با درپوش پلاستیکی |
| زمان تحویل: | بستگی به کمیت دارد |
| شرایط پرداخت: | T/T، L/C |
| قابلیت ارائه: | با توجه به نیاز مشتری |
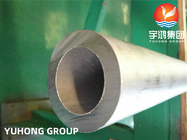
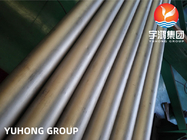
| نام محصول: | لوله بدون درز نیکل Allly | استاندارد: | ASME SB622 |
|---|---|---|---|
| مواد: | Hastelloy C-276, N10276, DIN2.4819 | سطح: | ترشی و آنیل شده، بازپخت روشن، جلا |
| تایپ کنید: | سیم پیچ، لوله U، ثابت | کاربرد: | لوله دیگ بخار، لوله ساختار، لوله نفت، لوله کود شیمیایی، لوله سیال |
| طول: | سفارشی | پایان: | انتهای ساده، انتهای اریب |
| برجسته: | لوله بدون درز ASTM B626 Hastelloy C276,2.4819 لوله بدون درز Hastelloy C276,لوله ASTM B622 Hastelloy C276 |
||
تماس با شخص: Phoebe Yang
تلفن: 0086-18352901472
فکس: 0086-574-88017980