EN10305 1.4301، 1.4306، 1.4404، 1.4539 لوله مویرگی، بدون درز / جوش، سطح روشن
گروه YUHONG با لوله و لوله بدون درز فولاد ضد زنگ در حال حاضر بیش از 10 سال است، هر سال بیش از 80000 تن لوله و لوله بدون درز فولاد ضد زنگ فروش می کند. مشتری ما در حال حاضر بیش از 45 کشور را پوشش می دهد. لوله و لوله بدون درز فولاد ضد زنگ ما در صنایع معدن، انرژی، پتروشیمی، صنایع شیمیایی، کارخانه مواد غذایی، کارخانه کاغذ، صنعت گاز و سیالات و غیره مورد استفاده قرار گرفت. ANSI B16.10: B16.19 SCH 5S، SCH 10S، SCH 20، SCH 30، SCH 40S، SCH 60، SCH80S، XS، SCH 100، SCH 120، SCH160، XXS
لوله پزشکی با استفاده از تولید می شود 304، 304L و 316L فولاد ضد زنگ . 304 فولاد ضد زنگ دارای مقدار کربن نسبتا کم (0.08 درصد حداکثر) است و مقاومت در برابر خوردگی بهتر از 302 فولاد ضد زنگ است. همتای آن، فولاد ضد زنگ 304L دارای کربن حتی کمتر (حداکثر 0.04 درصد) است و مقاومت خوردگی مشابهی را ارائه می دهد. با این حال، 304 لیتر همچنین مقاومت در برابر خوردگی بین دانه ای پس از جوشکاری را ارائه می دهد. 316 لیتر گاهی در ابزارهای پزشکی استفاده می شود و دارای محتوای کربن پایین تر از 316 ضد زنگ 316 لیتر در مناطقی که نیاز به مقاومت در برابر خوردگی بالا است، استفاده می شود
جوش داده شده و کشیده می شود انتخاب لوله ترجیح از نظر اقتصادی، زمان سرب و تحمل در مقایسه با یکپارچه در اغلب موارد. بسیاری از برنامه های کاربردی خواستار TIG روش جوش داده شده و پلاگین (mandrel) هستند که توسط Vita Needle برای بیش از 85 سال استفاده می شود!
تولید لوله های فولادی ضد زنگ برای صنعت پزشکی
آغازگر در روند
تولید لوله برای صنعت پزشکی نیاز به توجه زیادی به جوشکاری، مواد و کیفیت سطح دارد.
لوله برای صنعت پزشکی در درجه اول از 304 و 304L (فولاد ضدزنگ جوش داده شده با کم کربن) تولید می شود. فولاد ضد زنگ 304 دارای نسبتا کم کربن (حداکثر 0.08 درصد) است و مقاومت آن در برابر خوردگی بهتر از 302 ضد زنگ است.
همپوشانی آن، 304L ضدزنگ، حتی دارای کربن پایین تر (حداکثر 0.04 درصد) است و مقاومت خوردگی مشابهی را ارائه می دهد. با این حال، 304L همچنین مقاومت بالا در برابر خوردگی بین دانه ای پس از جوشکاری ارائه می دهد.
سهام نوار
یکی از چالش های پیش رو برای تولید کننده لوله های پزشکی، بسته بندی نوارها با شرایط لبه با کیفیت خوب است. دیواره های لوله در بازار پزشکی نسبتا نازک هستند و در نتیجه وضعیت هم ترازی و شرایط لبه حیاتی است.
اپراتورهای آسیاب جوش به خوبی توصیه می شود که تمام سهام نوار را به عنوان تمیز و محافظت که ممکن است. این شامل ذخیره سازی دقیق و مناسب و دست زدن به همه سهام با دستکش های پنبه ای تمیز برای جلوگیری از آلوده شدن لبه های بدن بدن است.
تولید کننده باید با استفاده از نوار لغزنده کار کند تا مطمئن شود که نوار ورودی مطابق شرایط مورد نیاز لبه است. بیشتر آسیاب ها دارای یک یا دو نوار عرضه کننده هستند که نوار با کیفیت مناسب را برآورده می سازد که نیاز دستگاه را تامین می کند.
جوشکاری
تولیدکنندگان معمولا از یکی از سه ابزار مختلف برای جوشکاری نوار فولادی ضد زنگ 304 و 304L برای بازار پزشکی استفاده می کنند.
اولین گودال گاز تنگستن (GTAW) است. این قدیمی ترین روش های محبوب است و هنوز هم به طور گسترده ای مورد استفاده قرار می گیرد. جوشکاری پلاسما دوم، یک تغییر در GTAW است. آخرین جوشکاری لیزر جدیدترین روشهای رایج است. هر یک از این روش های جوش در طراحی پایه مشابه است، با تفاوت های موجود در سر و جک مربوطه و منبع تغذیه. هر کدام دارای نقاط قوت و ضعف مختلفی هستند.
برخی از موارد اولیه در انتخاب یک فرآیند آسیاب جوش عبارتند از:
1. سرعت عمل.
2. نگهداری الکترود.
3. سهولت استفاده.
4. هزینه جوش سر و منبع تغذیه
بسیاری از جوش های جوش، پس از عبور نهایی نهایی، از تجهیزات آزمون جرقه جاری استفاده می کنند تا یکپارچگی جوش جوش را بررسی کنند. بعضی ها همچنین یک دوربین فیلمبرداری متمرکز بر روی جوش جوش را برای مشاهده جفت و الکترود سر جوش مشاهده می کنند. این دو وسیله جوشکاری به آسیاب اجازه می دهد تا کویل های پیوسته بزرگتری با سطح نسبتا بالایی از اعتماد به نفس در جوش جوش در سرعت های 20 تا 30 فوت در دقیقه (FPM) تولید کند.
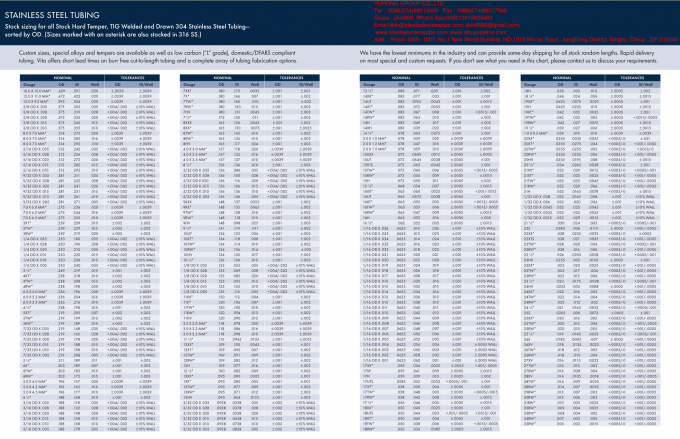
محدوده اندازه
اکثریت لوله های پزشکی به مقیاس سنجی ساخته شده است که به طور خلاصه بر اساس مشخصات ارتش ایالات متحده GG-N-196 است. الزامات مدرن و پیشرفت های تکنولوژی به میزان قابل توجهی در این مقیاس گسترش یافته است. اندازه گیری های افزایشی از 6 (0.203 اینچ) تا 36 (0.004 اینچ) با دیوارهای مختلف (0.015 تا 0.0015 اینچ) در حال حاضر به طور استاندارد پذیرفته شده است.
سه محصول اساسی
تولیدکنندگان تولید کننده تجهیزات اصلی و توزیع کنندگان را با سه نوع اصلی از لوله های جوش داده شده به پایان می رسانند و به دنبال چندین غرق شدن [کاهش بدون قطر داخل (ID) پلاگین یا مهره] به پایان می رسند؛ جوش داده شده، پلاگین یا کرچک (برای صاف کردن جوش و تنظیم ضخامت دیوار)، به دنبال چندین غرق می شود؛ و جوش داده شده به دنبال چند پلاگین یا mandrel تساوی به پایان برسد. هر یک از این روش ها یک محصول صحیح را تولید می کند و هر محصول دارای یک منطقه خاص از برنامه است.
برخی از تولیدکنندگان لوله هر سه نوع محصول را ارائه می دهند در حالی که دیگران در یک یا دو تخصص دارند. آنها OEM های پزشکی را انواع مختلف جوش های جوش و کیفیت و تحمل سطح، و همچنین هزینه های مختلف را ارائه می دهند.
جوش و سرامیک توسط غرق . سهام نوار در لوله های جوش داده شده و به پایان رسید توسط متخلخل تشکیل شده و جوش داده شده در یا بسیار نزدیک به اندازه دیواری به پایان رسید با قطر خارجی (OD) بزرگتر از اندازه مورد نظر به پایان رسید. OD مورد نظر از لوله جوش خورده با فرو رفتن لوله به اندازه کامل است.
فرایند غرق شدن توسط روانکاری لوله بر روی OD و کشیدن آن از طریق یک قالب انجام می شود. این فرایند با تدریج کوچکتر می شود تا زمانی که OD مورد نظر به دست می آید. این فرآیند هیچ خمیر متوسطی را نیاز ندارد و در نتیجه می تواند لوله را به طور موثر و ارزان تولید کند. با این حال، در این فرایند، توانایی دستیابی به سطوح بالای سخت کاری، معمولا محدود می شود، زیرا مقدار کار سرد با کاهش ضخامت دیوار در روند محدود شده است.
این فرآیند نیازی به خنک شدن آن ندارد، بنابراین منطقه جوش باقی می ماند و همگن نمی شود. در نتیجه، منطقه جوش باقی می ماند و به فلز پایه متصل نیست. کاهش لوله بدون ID هسته یا پلاگین سطح سطحی را بر روی ID لوله نشان می دهد. اگر لوله ای که توسط بسیاری از سینک ها به پایان رسید، برای کشف یک بخش عرضی برش داده می شود، نصب شده، جلا داده شده و سپس از طریق یک میکروسکوپ مشاهده می شود، قله ها و دره های شدید در امتداد شناسه قابل مشاهده است.
قله های روی دیوار ID که ناشی از این فرایند است، باعث می شود که ID به طور کامل تمیز شود زیرا خاک و آلاینده ها می توانند در دره های قله جمع شوند. این قله ها همچنین ID را نامنظم می کند و می تواند به طور مداوم اندازه اندازه ی ID را مشکل سازد.
این نوع لوله به طور کلی برای سوزن های اساسی زیر پوست مانند دستگاه تزریقی استفاده می شود. از آنجا که شرایط نامنظم شناسه، این لوله معمولا برای فرایندهایی که نیاز به عبور از یک استایل، سیم یا لوله از طریق شناسه استفاده می شود استفاده نمی شود. همچنین این روش به طور کلی برای رسم خون استفاده نمی شود زیرا ID خام می تواند باعث ایجاد خون و انعقاد خون، کاهش یا در نهایت توقف جریان خون شود. در نهایت، به دلیل کار سخت سرد بر روی یک ساختار دانه غلیظ در ناحیه جوش، لوله ممکن است در طی فرآیند ساخت که ممکن است بر روی لوله به پایان برسد، شکست بخورد.
جوش داده شده، پلاگین، و یا ماندر روبرو به دنبال غرق برای پایان دادن به . با جوش داده شده، پلاگین یا کرچک به دنبال لوله غربالگری به پایان می رسد، نوار نوار جوش داده می شود و همانند لوله ای که تنها غرق می شود تشکیل می شود، اما اندازه دیوار شروع شده بزرگتر از اندازه دیواری مطلوب است.
OD و ID روانکاری می شوند و پلاگین ID یا هسته درج می شود و لوله از طریق یک گیره کشیده می شود. بسته به میزان کاهش، این فرآیند را می توان با استفاده از قالب های کوچک تر و شمع ها یا قوطی های ID کوچکتر تکرار کرد تا زمانی که میزان سختی کاری که نیاز به رونق متوسط دارد، تکرار شود. پس از خاتمه دادن، فرایند ممکن است با پلاگین یا پره ای ID ادامه یابد و یا ممکن است به عنوان یک فرایند سینک تغییر کند.
سپس محصول به طور مداوم به اندازه مورد نظر به پایان رسید. علاوه بر این از پلاگین ID یا mandrel و anneal افزایش می یابد هزینه های محصول افزایش می یابد و راندمان محصول چادر برای کاهش. از آنجا که این فرایند تنها یک نانومتر میانی دارد، منطقه جوش، در حالی که همگن شده است، هنوز هم قابل مشاهده است.
با توجه به حجم کار سرد که برای کاهش نیاز است، نرخ کار سخت تر بیشتر می شود. کیفیت وضعیت سطح، هر دو ID و OD، به دلیل پلاگین ID یا پایه ای که از دیوار ID در حین کاهش استفاده می شود، زیاد است. علاوه بر این، تمیز کردن ID تقریبا هیچ مشکلی ندارد، اندازه ID سازگار است و لوله می تواند تحمل های سخت تر را نسبت به لوله متوقف کند.
یک نمایش عرضی این لوله از طریق یک میکروسکوپ نشان می دهد که اعوجاج دیواری ID کمتر و ظاهر نرمتر است. این لوله به طور کلی در برنامه های کاربردی مورد نیاز است که نیاز به یک لوله با کیفیت بالا با تحمل های تنگ است. به طور معمول به عنوان یک دستگاه تزریقی استفاده نمی شود.
جوش داده شده و پلاگین یا ماندولر به پایان رسید . در ساخت لوله های جوش داده شده و پلاگین یا مونتلل به پایان رسید، سهام نوار تشکیل شده و جوش داده شده به عنوان با روش های دیگر، و دیوار شروع و OD بزرگتر از اندازه مورد نظر به پایان رسیده است.
بعد از اینکه OD و ID روانکاری می شود و یک پلاگین یا پره ای ID وارد می شود، لوله از بین می رود. بسته به میزان کاهش و سختی مورد نظر، میزان سختی مورد نیاز، این فرآیند با استفاده از تیزاب های کوچک تر و ID یا شاخه ها به طور مداوم تکرار می شود تا سختی کاری نیاز به یک نانومتری دارد. پس از خاتمه دادن، فرایند می تواند دوباره شروع شود تا اندازه ی مورد نظر به پایان برسد.
محصول از ابتدا تا انتها با یک پلاگین ID یا مهره کشیده شده است. این، در رابطه با حداقل دو زوال متوسط، اجازه می دهد تا منطقه جوش به طور کامل به فلز پایه همگن شدن. توانایی نگه داشتن بسیار سخت OD و ID tolerances و همچنین ID Cleanliness، ویژگی های کلیدی این محصولات می باشد. یک نمایش عرضی لوله کشیده شده به پایان از طریق یک میکروسکوپ یک دیوار صاف ID و یک منطقه جوش قابل مشاهده را نشان می دهد.
برخی از کاربردهای این محصول شامل سوزن های اهدا کننده خون، محصولاتی هستند که نیاز به تحمل سختی و شرایط سطح بالایی دارند و محصولاتی که نیاز به توانایی انتقال سایر دستگاه ها از طریق ID دارند.
برای اطمینان، تمام لوله های فولادی ضد زنگ به همان مشخصات تولید نمی شود. دستگاه های نصب و راه اندازی تجهیزات پزشکی و توزیع کنندگان انواع مختلفی از محصولات و کیفیت محصول را در هنگام سفارش لوله های فولادی ضد زنگ برای بازار پزشکی انتخاب می کنند. مهمتر از همه، و نصب و یا توزیع کننده باید درک خوبی از استفاده مورد نظر از لوله برای اطمینان از محصول مناسب دستور داد.

 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!

























